
Soportes plásticos utilizados en impresión flexográfica de embalaje flexible
Pierre Chomon
Pierre Chomon es experto en I+D de soportes de envase flexible alimentario y atmósfera modificada. El artículo fue objeto de una conferencia pronunciada por el autor en el Seminario de ATEF (Asociación de Técnicos en Flexografía) celebrado en el marco de Hispack.
1. Introducción
Incluso durante los años de bajo crecimiento, el embalaje flexible ha mantenido una evolución realmente excepcional (cerca del 8%) y ahora, desde 1994 y durante el primer semestre de 1995, estamos asistiendo a una grave penuria de materias primas. Las causas se encuentran en la interacción de los siguientes fenómenos:
- Poca o ninguna instalación de nuevas líneas que hubieran permitido aumentar la capacidad de producción, debido a que los precios en los años 92/93 no lo permitían
- Reanudación del crecimiento en Europa y modernización de los embalajes en el antiguo bloque de los países del Este
- Fuerte demanda de toda Asia, con un crecimiento de dos dígitos.
- El yen japonés, al revaluarse, frena las exportaciones japonesas al hacerlas menos competitivas.
Generalmente, transformadores y usuarios hacen gala, durante estos períodos de crisis, de gran imaginación para servir a sus clientes. Hace algunos años, la gran motivación era la ecológica, con bastantes excesos, pero, hoy, la gran preocupación es: cómo voy a servir a mi cliente? de qué soluciones dispongo para no tener que repercutir la totalidad de los incrementos de costes que se me aplican?
2. Los grandes soportes en el mercado de la impresión flexible: PET - OPA - OPP
2.1 Características técnicas
El lector conoce todos estos materiales que, además, han progresado recientemente de forma considerable en términos de planimetría, longitud de las bobinas, calidad del bobinado, facilidad de adhesión de las tintas, transparencia, etc.
2.2 Prestaciones
Véanse las tablas adjuntas, que son autoexplicativas respecto a características, propiedades y rendimientos.
2.3 Ventajas e inconvenientes
2.3.1 PET
Es una película de elevada planimetría y de mayor resistencia térmica (240C). Su estabilidad dimensional es notable, por lo que su contracción es baja incluso cuando se calientan fuertemente los túneles de secado. Será el material de elección para:
- La realización de laminados en cuatricromía, especialmente cuando van asociados a lámina de aluminio
- Las películas de tapa, que requieren una tolerancia negativa dentro de límites relativamente estrictos
- Es el gran material de todo el operculado lechero, en especial desde que los productores han desarrollado la calidad isotrópica, que mejora sensiblemente la resistencia al desgarre al abrir el recipiente
- El café al vacío, sea en grano o molido, es también uno de sus campos de aplicación privilegiados
Todos los fabricantes ofrecen calidades específicas para impresión, bien por tratamiento corona o por tratamiento químico de la superficie. En ambos casos, se trata de mejorar la tensión dina a fin de facilitar la adhesión de las tintas. Tiene el único defecto de su densidad: 1,4, pero se ofrece en 12. Su peso es bajo, de unos 16,8 gr/m.
2.3.2 OPA
Es la película más resistente a la flexión alternativa, a la perforación y la que presenta además cierta elasticidad. Su resistencia térmica (220C), aunque buena, es inferior a la del PET. Se fabrica por dos procedimientos, que confieren a cada uno de los productos pequeñas particularidades que pueden resultar ventajosas o no según los casos.
- El procedimiento Stenter consiste en extrusionar la película con una boquilla plana, refrigerarla drásticamente sobre un cilindro, y después recalentarla y orientarla simultáneamente en ambos sentidos una vez ha sido sujetada, mediante unas pinzas montadas en una cadena sinfín. Este original procedimiento ha sido desarrollado por la firma Unitika.
- El procedimiento de doble burbuja, en que la extrusión se efectúa mediante una boquilla anular con doble refrigeración (externa e interna). La manga se recalienta y, posteriormente, se genera una segunda burbuja por hinchado y diferencia de velocidad entre los foulards. El proceso ha sido desarrollado por Kohjin.
El procedimiento Stenter proporciona una película más rígida y se considera más plana, mientras el procedimiento de doble burbuja ofrece una película más flexible y conserva un porcentaje de alargamiento ligeramente superior.
Ambas calidades se emplean esencialmente en todas las laminaciones usadas para el acondicionamiento del Emmental en pastillas o rayado. Es también muy apreciado en la salazón charcutera, pues su barrera al oxígeno es a menudo suficiente, mientras que el PET requeriría un recubrimiento de PVDC. Su principal desventaja reside en la impresión por cuatricromía, ampliamente usada por la charcutería de gama alta. En tal caso se prefiere al PET o al OPP lacado con PVDC.
2.3.3 OPP
Es la película soporte que ha desplazado al celofán en la mayoría de aplicaciones, pero que ha descubierto, además, algunas otras. Su resistencia térmica es la más baja de las tres, puesto que su punto Vicat de 152C y su punto de fusión de 160C le sitúan en una posición inferior con respecto a la del OPA. Es preciso, pues, asociarla con un soldante de bajo punto de fusión (PE/EVA - Ionómero - EAA) y reducir la temperatura de secado de los túneles.
Su barrera al oxígeno es mala, por lo que siempre deberá ser lacado con PVDC o ir asociado a un soldante que sea, por si mismo, barrera. Por ejemplo, PE/PVDC/PE o PE/EVOH/PE.
Tiene la densidad más baja: 0,9, su bajo precio de venta es una cualidad positiva y el gran número de productores europeos le convierten en un material fácilmente disponible. Pero sus principales aplicaciones se encuentran en las monopelículas coextrusionadas lacadas, donde prácticamente ha reemplazado a la película celulósica.
A igualdad de espesor es más rígido que el PET, y más aún que el OPA. Se fabrica también mediante las dos técnicas Stenter y doble burbuja, lo que implica cualidades ligeramente distintas de rigidez, estabilidad dimensional y comportamiento térmico en los túneles de secado.
2.4 Cómo mejorar la barrera al oxígeno?
2.4.1 Con un recubrimiento de PVDC
En función del gramaje y del contenido de vinilideno, disminuyen fuertemente los valores (tabla I).
El PET y el OPP tienen los mismos valores al 0% y al 100% de HR (humedad relativa) mientras que el OPA, antes de ser recubierto con PVDC, presenta una permeabilidad que aumenta con su contenido en agua. Después del recubrimiento con PVDC, el valor queda estabilizado de 0% a 100% HR.
2.4.2 Con un recubrimiento de PVOH (tabla II)
El OPA no se considera en esta versión por su facilidad de absorción de humedad. De todos modos, los fabricantes de estos soportes no recomiendan el empleo de estas películas, incluso después de un laminado, en presencia de humedad elevada. Deben, pues, ser utilizados con cierta prudencia.
2.4.3 Por metalización
Además del aspecto de marketing indiscutible, la metalización aporta una mejora neta de las barreras H2O y O2. Los valores varían en función del valor del depósito de aluminio (tabla III). El PET, en cambio, debe ser recubierto por ambas caras con PVDC después de la metalización. El valor barrera queda estable alrededor de los 0,5 CC, pero la película es entonces soldable.
Tanto para el PET como para el OPA, su gran aplicación es el embalaje de café al vacío. Debido a su gran elasticidad, se ha abierto para el OPA un gran mercado con los globos para niños con formas muy lúdicas e hinchados con helio. Por supuesto, son muy a menudo impresos por flexografía.
2.4.4 Proyección de sílice o Al2O3 en vacío.
En esta versión sólo se ofrece industrialmente el PET. Los valores varían de 0,5 a 4 cm/m/24h 1 atm - 23C - 0% HR. Varían en función del depósito, pero hay que destacar que estas películas guardan prácticamente la misma barrera después de la esterilización, mientras que todos los demás polímeros no recuperan la característica de barrera:
- El PVDC debido a que su temperatura se ha bajado
- El EVOH debido a que su temperatura ha disminuido y ha perdido su humedad, volviéndose por tanto seco. La experiencia ha demostrado que este proceso exige varias semanas.
Se trata de un micromercado que se desarrolla en Alemania y en los países del norte de Europa que, bajo la presión ecológica, rechazan el PVDC y también la lámina de aluminio.
La impresión sobre la cara que ha recibido el depósito de óxido de alúmina no presenta ningún problema, puesto que su tensión dina es de 72, y las tintas nitrocelulósicas modificadas con una resina de uretano confieren una excelente adherencia. De todos modos, hay que tener presente que estas nuevas técnicas tienen un coste, y que sólo son aplicables a productos con alto valor añadido o cuando se desea una fuerte barrera al oxígeno en aplicaciones de esterilización al vapor.
3. Otros soportes potenciales
El interés de la impresión flexográfica es que no impone, como el huecograbado, materiales que requieran elevada planeidad, que estén generalmente biorientados ni que tengan un bajo coeficiente de alargamiento a 100C.
Si con el tambor central (actualmente hasta 8 colores) se añaden las cámaras a rasqueta, los cilindros anilox en cerámica, se presenta una nueva oportunidad de la flexografía para <pes que tengan aún una cierta memoria elástica. Por estas razones, son muy fácilmente imprimibles.
3.1 PA cast y los coextrusionados PA/PE - PP/PA/PE y PE/PA/PE
Estos productos presentan una excelente aptitud para el termoformado y tienen una buena resistencia mecánica, especialmente a la perforación y a la flexión alternativa. Su barrera al oxígeno es satisfactoria, pero está influenciada por la recuperación de humedad de la poliamida. Esta es la razón por la cual, a igualdad de espesor, la barrera de oxígeno será mejor si la poliamida se encuentra en estado sandwich.
Valor de permeabilidad al oxígeno expresada en cm/m/24h 1 atm - 23C y 0% HR
3.2 Alcohol polivinílico - APV - biorientado
Varios suministradores, generalmente japoneses, ofrecen este material, que presenta una notable barrera al oxígeno pero, también en este caso, cuando está seco. Por tanto, se desaconseja su empleo en presencia de humedad elevada o de pasteurización. Con objeto de hacerlas menos sensibles a la recuperación de agua, estas <pes reciben un recubrimiento de superficie. Pueden imprimirse, y su bajo porcentaje de alargamiento les permite ser empleadas en el operculado, tanto para embalaje al vacío como en atmósfera modificada.
Valor de permeabilidad al oxígeno expresada en cm³/m²/24h 1atm - 23° C y 0% HR
3.3 PA monoorientado
Se trata de un material popular en los EEUU, Canadá y Escandinavia, pues su relación rendimiento/precio es superior en comparación con las <pes biorientadas.
De hecho, su rendimiento se sitúa entre los productos colados y biorientados, pero su estabilidad dimensional y su resistencia a la perforación no son tan buenas como las del OPA biaxial.
Se utiliza en las F x FV y F x FH, así como en operculado en la técnica del termoformado.
3.4 PA/EVOH/PA monoorientado
Con objeto de mejorar la barrera al oxígeno, y teniendo en cuenta la buena reología entre PA y EVOH, algunos productores se han lanzado a esta coextrusión y, al menos dos de ellos, ofrecen este material en versión monoorientada. Siendo el EVOH muy sensible a la humedad, el valor de 1,5 cm a 23C - 0% HR se transforma en 8 cm a 23C - 90% HR.
Proporcionan una solución específica cuando se desea un material de barrera sin presencia de producto clorado. Obsérvese que todos estos soportes, cuando se imprimen en flexografía sobre un material moderno tipo tambor central a ocho colores, están menos forzados, en términos de planimetría y de estabilidad dimensional, que cuando se imprimen por huecograbado. Si se añade que los metrajes de los pedidos dejarán de ir en aumento, y que el transformador deberá responder cada vez más deprisa a las ofertas promocionales que impone la gran distribución, se concluye que estos parámetros están muy en favor de la flexografía de tambor central.
4 La buena asociación material/máquina de embalaje
Este es, por supuesto, un aspecto capital para obtener una buena conservación de los productos acondicionados. Cada tipo de máquina de embalaje tiene sus exigencias: observemos algunos parámetros básicos y, en particular, la película soldante.
Todas las películas a las que se ha hecho mención requieren ser laminadas, a excepción de las indicadas en el párrafo 3.1. Cuáles serán los parámetros a tener en cuenta a fin de que los ritmos de producción sean máximos, la estanqueidad de las soldaduras sea perfecta y que todo sea coherente a fin de obtener el cero defectos, que constituye un objetivo permanente?
4.1 El punto de fusión
Está en relación directa con la capacidad térmica de la película soporte, de su espesor y de la naturaleza de las capas a atravesar (p.e. papel u hoja de aluminio), así como con la misma naturaleza de la película a soldar y el tiempo de soldadura.
Se buscará siempre una asociación con la máxima diferencia de punto de fusión entre la película soporte y la película soldante. Esta es la razón del éxito de la cold seal para todas las piezas chocolateadas, y el desarrollo actual de los productos que se indican a continuación:
- Polipropilenos colados y terpolímeros
- Polietileno lineal de muy baja densidad de DSM y Dow
- Polietileno dopado EVA con alto contenido de acetato de vinilo.
- Evatane ATO/Chem - ELwax de DuPont
- Ionómero Surlin de DuPont - Iotek de Exxon.
- EAA y EMAA Primacor Dow - Nucrel DuPont.
- Metalocenados PE/POP desarrollados por Dow -Affinity
4.2 El efecto hot-tack
Es la resistencia de la soldadura mientras está todavía caliente. Es una propiedad absolutamente indispensable para las máquinas FxF verticales, así como para las FxF horizontales con barrido por gas. Los comonómeros más frecuentes son el buteno, el hexeno, el metilpenteno y el octeno; parece que el uso de este último es el más buscado.
Entre las película se utilizarán, pues: PE lineal, PE lineal de muy baja densidad, Ionómero, EEA y metaloceno.
4.3 Las películas arrancables.
Son cada vez más apreciadas por el consumidor, y a menudo son exigidas por los responsables de marketing. Generalmente son coextrusionadas, en las que una parte está constituida por un PEBD ramificado, siendo la otra una mezcla heterogénea compuesta por un ionómero más un ligante de coextrusión o por un PEBD (ramificado o lineal) mezclado a poliisobutileno. Estos productos son más o menos transparentes y aptos para proporcionar una soldadura arrancable o sobre otros soportes, tales como PE, PP, PVC, APET, PETG, CPET.
Esta función de arrancabilidad puede ser obtenida también por lacas, como se da a menudo en el sector lácteo o en el médico. Se recomienda utilizar la pelabilidad denominada cohesiva, a saber: que una parte del polímero se transfiere a la otra cara, dejando siempre una mancha blanquecina sobre su superficie.
4.4 Las películas antivaho
Son necesarias para el acondicionamiento de charcutería, carnes, pescados salados y ahumados y quesos acondicionados en atmósfera modificada. Se utilizan también en ensaladas y legumbres frescas de la cuarta gama.
El efecto antivaho consiste en convertir las finas gotitas en una película de agua continua (de donde viene la transparencia). Sin embargo, no impiden la condensación interna, que es un fenómeno puramente físico y que se acentúa en los lineales por los cambios de temperatura debidos a la descongelación.
4.5 La congelación
Es necesario evitar el empleo de PP homopolímero, eventualmente el PP copo- o mejor el terpolímero. También puede utilizarse el OPP coextrusionado si las soldaduras no han de ser perfectamente estancas. Los soldantes más frecuentes son el PE/EVA, el PEHD, el Ionómero y el PE lineal. Y el buen soporte será PA, OPA o PET.
4.6 La esterilización al vapor
Se trata de un campo reservado al PP cast homo- y copolímero; a veces se encuentra PEMD, pero cada vez más se utiliza el PE lineal con un punto Vicat de 105C a 108C. Y el buen soporte será PA, OPA o PET, con presencia de aluminio si se desea una conservación prolongada a temperatura ambiente.
5. La impresión flexográfica y el termoformado
En el universo de los productos presentados en autoservicio, el termoformado ocupa una posición dominante para todos los productos de humedad elevada. No aparecen pliegues en las soldaduras, y el operculado presenta una gran superficie impresa que facilita una buena comunicación.
En cambio, impone tolerancias negativas en un margen relativamente estrecho (de -2 a -6 mm por metro). Por el contrario, las demás máquinas (FxFH y FxFV) admiten, por una parte, tolerancias mayores y, por otra, pueden ser positivas o negativas.
5.1 Recuerdo de lo básico
Está claro que todo paso impreso que sea superior al paso mecánico impide el centrado de la imagen, porque ésta tendrá tendencia a subir. En el caso contrario, si el paso impreso es netamente menor que el mecánico, la película no se alargará y existirá el riesgo de romperla o de generar pliegues en las soldaduras.
5.2 Cómo calcular el paso impreso
En huecograbado, el paso impreso depende exclusivamente del diámetro del cliché según la ley:
Longitud de desarrollo = Diámetro del cilindro x
En flexografía, como el diámetro exterior del cliché pasa por el diámetro primitivo del piñón de arrastre, se tiene siempre la misma ley:
1 diente = 10 mm
Será pues necesario encontrar, a partir del número de poses, el número de dientes del piñón a fin de que la cifra termine por 0 - 5 - 2,5 - 7,5 - 3,33 o 6,66.
Ejemplo
Paso deseado
- *150 mm emplear un piñón de 30-45 o 60 dientes
- 152,50 mm emplear un piñón de 61 dientes
- *155 mm emplear un piñón de 31 o 62 dientes
- 157,5 mm emplear un piñón de 63 dientes
- *160 mm emplear un piñón de 32-48 o 62 dientes
- 163,33 mm emplear un piñón de 49 o 98 dientes
- *165 mm emplear un piñón de 33 o 63 dientes
- 166,66 mm emplear un piñón de 50 dientes
- 167,5 mm emplear un piñón de 67 dientes
- *170 mm emplear un piñón de 34-51 o 68 dientes
Para facilitar los cálculos, los fabricantes de máquinas ofrecen, generalmente, utillajes en los que la longitud termina en 0 o en 5 (*)
5.3 Cómo ajustar el paso impreso
Conviene tener una máquina equipada con una tensión constante y que permita (tanto durante la impresión como durante el montaje) que la película permanezca en su memoria elástica.
De modo general, para las películas de OPA-PET-OPP se admite una tensión de alrededor de 50 a 60 gr/cm de banda y, en este caso, la película impresa será más corta que el valor buscado.
5.4 Cómo calcular el paso impreso
Ejemplo: para un paso impreso de 225 mm, utilizando un piñón de 45 dientes, se tendrá, para un laminado de PET/PE:
225 mm x 0,999 = 224,77 mm
225 mm x 0,995 = 223,87 mm, o sea 0,9 mm por imagen
Será pues regulando la tensión de la película, y si ésta permanece constante, como se imprimirá con buena tolerancia. Cuanto más alta sea la tensión de la película, tanto más corto será el paso de la película durante la impresión. En cambio, durante el montaje y, especialmente, si se efectúa el laminado con colas disolventes, existirá el riesgo de alargar el paso. Esta es la razón por la que se emplearán películas biorientadas de PET, OPP o OPA, pero en flexografía, como se ha dicho en el apartado 3.1, se pueden emplear películas coladas de 20 a 30 de espesor.
6. Precauciones a tomar antes del montaje
Es deseable que el material de impresión y de montaje posea una o varias estaciones de tratamiento corona, a fin que el efluvio de ozono vaya a oxidar la superficie. Obsérvese a este respecto que, en la actualidad, la legislación impone la destrucción (por combustión) del ozono antes de su salida a la atmósfera.
Aunque a menudo es desaconsejado por los productores de películas recubiertas con PVDC, un tratamiento adicional de la superficie recubierta mejora la adherencia sin degradar por ello la barrera de oxígeno.
Los valores de tratamiento deben oscilar entre:
- 38 - 40 dinas para PE - PP y productos similares
- 46 - 48 dinas para PVC y PA
- 44 - 46 dinas para PET.
En cuanto al propio contraencolado, efectuado con colas tanto con disolvente como sin él, es importante que el disolvente residual dejado durante la impresión sea el menor posible, y a menudo el pliego de condiciones estipulará 5 mg/m. En el caso de las colas sin disolvente hay que evitar un porcentaje elevado de alcohol, que impediría la posterior reticulación total de la cola. Esta tiene tendencia a quedar tacky, es decir, pegajosa, como una cinta adhesiva.
Un control estricto por cromatografía pondrá al transformador a salvo de eventuales reclamaciones de su cliente, sea por olores residuales o por ausencia de polimerización de la cola.
7. Conclusión
Me gustaría, en particular, llamar su atención sobre los parámetros que definen a priori el éxito o el fracaso de una presentación. La vista y el tacto deben corresponder al nivel intrínseco definido por los responsables de marketing. Para ello:
- Los productos de la gama alta tendrán acondicionamientos rígidos con impresiones en cuatricromía de 6-8 colores, y utilizarán el negro, el oro y el rojo. El skin forma parte de este segmento.
- Los productos básicos o de atracción serán más bien embalajes flexibles, impresiones menos habituales de 4 colores, e incluso también simples etiquetas o un marcado transfert. Es la imagen la que debe dar el primer premio.
- En productos intermedios desaparecen cada vez más los lineales, en la medida en que son rechazados por los consumidores. Esta misma lógica se encuentra en los productos impresos con marcas de distribuidores, que representan actualmente una parte creciente, alcanzando en algunos casos hasta el 50% del volumen.
No hay que buscar sistemáticamente el material de mayor barrera al oxígeno, pues generalmente será más caro, sino la película cuyas propiedades sean necesarias para la buena conservación del producto.
Exíjase un buen pliego de condiciones, las fichas técnicas y, especialmente, un excelente paso sobre las máquinas de embalaje.
Póngase también empeño en la mejora de la productividad del taller, la higiene de los locales y del personal, así como en su formación.
Piénsese en el mantenimiento preventivo más que la reparación y, en resumidas cuentas, todo aquello que contribuya a disminuir el precio de venta.
En cuanto al cero defectos, incluso aunque sea difícil de obtener en producción, esta debe ser una preocupación constante de todo el personal, a fin de que la marca que se ostenta no pueda ser rechazada.
MEJORA DE LA BARRERA AL OXÍGENO CON UN RECUBRIMIENTO DE PVDC
| PA esp. | 30 20 a 25 | ||||||||
| 50 10 a 15 | Calidad CS de SNIA (normal) | ||||||||
| PA esp. | 50 10 a 12 | ||||||||
| 95 6 a 8 | Calidad CSM de SNIA (termoformado profundo) | ||||||||
| PA esp. | 100 8 a 12 | Calidad CSH de SNIA (skin) | 0% | HR esp. 15 0,46 | 65% | HR esp. 15 0,5 | 100% | HR esp. 15 2, calidad Emblar OV de Unitika | 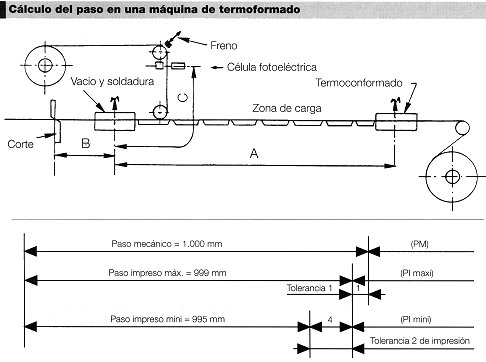 Figura 1 Figura 1
La tolerancia 1 considera el alargamiento natural de la película cuando se desenrolla, y que arrastra a la bobina, el compensador y los rodillos La tolerancia 2 considera las desviaciones de impresión que el compensador no puede evitar. La imagen se centrará por alargamiento de la película controlado por la célula fotoeléctrica y el freno. Ejemplo de cálculo PM, es decir: anchura de los utillajes 250 mm Luego el transformador debe entregar: 248,75 +1/-0 Sin embargo, si hubiera que acondicionar 10 salchichas en el sentido transversal con respecto al avance de la película, el paso de impresión sería, tras diversas pruebas; 250.75 +1/-0 |
| Normal | Con recubrimiento | ||||||||
| PET | 12 | 100/200 | 4 a 8 | ||||||
| OPA | 15 | 40 | 8 a 10 | ||||||
| OPP | 20 | 1.600 | 20 a 25 |
Tabla I.- Mejora de la barrera al oxígeno con un recubrimiento de PVDC. Los valores están expresados en cm/m/24h 1 atm - 23C - 0% HR.
MEJORA DE LA BARRERA AL OXÍGENO CON UN RECUBRIMIENTO DE PVOH
| Normal | Con recubrimiento | ||
| PET | 12 | 100/200 | 0,6 |
| OPP | 20 | 1.600 | 1,5 a 2,5 |
Tabla II.- Mejora de la barrera al oxígeno con un recubrimiento de PVOH. Los valores están expresados en cm/m/2 1 atm - 23C - 0% HR.
MEJORA DE LA BARRERA AL OXÍGENO POR METALIZACIÓN
| Normal | Después de la metalización | ||
| PET | 12 | 100/120 | 0,5 a 1,5 |
| OPA | 15 | 40 | 1 a 2 |
| OPP | 20 | 1.600 | 80 a 100* |
Tabla III.- Mejora de la barrera al oxígeno por metalización. Los valores están expresados en cm/m/24h 1 atm - 23C - 0% HR. *Algunos productores ofrecen el OPP recubierto con PVDC más la metalización barrera, lo cual baja el valor a 1,5.
Comparación entre distintas películas soporte
| Propiedades | Unidades | Norma | PET/PVDC | OPP/PVDC | OPA/PVDC | XXL |
| Espesor | DIN 53.370 | 15 | 21 | 16,4 | 15 | |
| Densidad | g/cm3 | DIN 53.479 | 1,28 | 0,986 | 1,16 | 1,17 |
| Peso/m2 | g | 19,2 | 20,7 | 19,9 | 17,6 | |
| Transmisión
H2O 23C/85% HR |
g/m2/24h | DIN 53.122 | 1,3 | 1,1 | 1,3 | 20 |
| O2 23C - 0% HR | cm3/m2/24h
1 bar |
DIN 53..380 | 15*(4) | 25 | 8 | 1,5 |
| Resistencia SM | N/m/m2 | DIN 53.455 | 220 | 155 | 230 | 300 |
| a la tracción ST | N/m/m2 | DIN 53.455 | 220 | 250 | 230 | 70 |
| Porcentaje de SM | % | DIN 53.455 | 110 | 165 | 90 | 60 |
| alargamiento ST | % | DIN 53.455 | 110 | 60 | 90 | 400 |
Comparación entre distintas películas soporte. (*) para algunas calidades. Fuente: Wolff-Bayer
PA/EVOH/PA monoorientado producción Bayer XXL
| Propiedades | Unidades | Norma | Valores | |
| Espesor | DIN 53.370 | 15 | ||
| Densidad | g/cm3 | DIN 53.479 | 1,17 | |
| Peso/m2 | g/m2 | DIN 53.352 | 17,6 | |
| Transmisión H2O | 23C/85% HR | g/m2/24h | DIN 53.122 | 20 |
| 38C/90%HR | g/m2/24h | DIN 53.122 | 140 | |
| Transmisión
23C/o% HR |
N2 | cm3/m2/24h
1 bar |
DIN 53.380 | 0,3 |
| O2 | DIN 53.380 | 1,5 | ||
| CO2 | DIN 53.380 | 2,5 | ||
| Margen de utilización | C | suministrador | -50 a +170 |
Características del PA/EVOH/PA monoorientado de Bayer XXL. Fuente: Wolff-Bayer; publicado en la revista Emballages Magazine
Comparación de barrera al oxígeno entre películas biorientadas EVOH-PET*-PVA-OPP* y OPA
| Propiedades | Unidades | Norma o | Valores | ||||||
| condiciones | EF/XL | PET | PET/PVDC | PVA | OPP/PVDC | OPA | |||
| Espesor | Suministrador | 15 | 12 | 14 | 14 | 22 | 15 | ||
| Resistencia | SM | kg/m/m2 | JIS Z 7509 | 21 | 16 | 17 | 17 | 14 | 20 |
| a la tracción | ST | kg/m/m2 | JIS Z 7509 | 20 | 19 | 18 | 19 | 22 | 22 |
| Porcentaje de | SM | % | JIS Z 7509 | 100 | 140 | 120 | 70 | 140 | 90 |
| alargamiento | ST | % | JIS Z 7509 | 100 | 60 | 80 | 60 | 60 | 90 |
| cm3/m2/24h
1 atm |
35C/0% HR | 0,4 | 200 | 17 | 0,3 | 19 | 65 | ||
| Transmisión O2 | cm3/m2/24h
1 atm |
20C/65%HR | 0,3 | 90 | 8 | 2,4 | 10 | 50 | |
| cm3/m2/24h
1 atm |
20C/85%HR | 1 | 90 | 8 | 14 | 10 | 140 | ||
| 20C/100%HR | 6 | 90 | 8 | 600 | 10 | 490 |
Tabla comparativa de la barrera al oxígeno entre distintas películas biorientadas EVOH-PET*-PVA-OPP* Y OPA. Fuente: Kuraray et Cast. Publicado en Emballages Magazine
* Recubierto de PVC
Comparación de la barrera al oxígeno y al agua entre distintas calidades de OPP recubierto y no recubierto
| Calidad | Barrera H2O | Barrera O2 | ||
| 38C/90%HR | 23C/0%HR | 38C/90%HR | ||
| OPP Homo-biorientado | 7 | 1.700 | 1.600 | |
| OPP Coex biorientado | 7 | 1.700 | 1.600 | |
| OPP Biaxial homo o copo
Lacrado acrílico y/o vinílico |
7 | 950 | 850 | |
| OPP Biaxial homo o copo
Lacado 1 o 2 caras PVDC |
4,7 | 25 | 23 | |
| OPP con cavitación
35* d=0,64 |
Lacado acrílico | 7 | 1.400 | 1.200 |
| 28* d=0,69
Espesor en |
Lacado PVDC | 4,7 | 25 | 23 |
| OPP metalizado | Subcapa "barrera" | 1 a 1,5 | 1 a 2 | 1 a 2 |
| Sobre base coex | 1 a 1,5 | 80/100 | 80/100 |
Tabla comparativa de la barrera al oxígeno y al agua entre distintas calidades de película OPP recubierto y no recubierto. La norma de aplicación es la ASTM F 1249; las unidades g/m2/24h. Mobil ofrece también una película recubierta de PVOH de referencia Bicor MB 866.
Comparación barrera al oxígeno y al agua entre poliésteres
| Propiedades | Norma | Unidades | PET Nu | (1) Recubrimiento PVC | (2) Termoformable | Metalizado | |||
| Ref 22.00 | Ref 24.00 | P 25 | M 45 | Estándar | +2 caras PVD | ||||
| Resistencia a la ruptura - esp. 12
SM ST |
ASTM D 882 |
N/mm2 |
200 210 |
300 230 |
180 180 |
152 179 |
152 179 |
(3) 200 210 |
200 210 |
| Alargamiento a la ruptura
SM ST |
ADTM D 882 |
% |
110 100 |
120 100 |
100 100 |
155 120 |
155 120 |
110 100 |
110 |
| Punto de "ramollissement" | C | 260 | 260 | 260 | 260 | 260 | 260 | 260 | |
| Permeabilidad O2
25C/85%HR |
ASTM D 3985 | cm3/m2/día | 120 | 8 | 4 | 140 | 6 | 1,5 | 0,5 |
| Permeabilidad H2O
38C/90%HR |
ASTM E 98.60 | g/m2/día | 38 | 8 | 4 | 43 | 6 | 1,5 | 0,5 |
Tabla comparativa de la barrera al oxígeno entre distintas calidades de poliéster. (1) Origen Rhône Poulenc - Terphane; (2) Origen Du Pont de Nemours - Mylar; (3) D.O. Macbeth = 2.2; (4) Claryl 33.14: puede emplearse directamente en máquina automática. Rhône Poulenc ofrece ahora una película recubierta de PVOH Terphane 14.31//12. Fuente: Emballages Magazine.































